"Руководящий документ по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм" N РД ВНИИЖТ 27.05.01-2017 (ред. от 22.11.2021)
(утв. на 67-м заседании Совета по железнодорожному транспорту государств - участников Содружества от 19-20.10.2017)
СОВЕТ ПО ЖЕЛЕЗНОДОРОЖНОМУ ТРАНСПОРТУ ГОСУДАРСТВ - УЧАСТНИКОВ СОДРУЖЕСТВА
УТВЕРЖДЕНО
Советом по железнодорожному транспорту
государств - участников Содружества
Протокол от "19-20" октября 2017 г. N 67
Приложение N 62
Советом по железнодорожному транспорту
государств - участников Содружества
Протокол от "19-20" октября 2017 г. N 67
Приложение N 62
РУКОВОДЯЩИЙ ДОКУМЕНТ
ПО РЕМОНТУ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ КОЛЕСНЫХ ПАР С БУКСОВЫМИ УЗЛАМИ ГРУЗОВЫХ ВАГОНОВ МАГИСТРАЛЬНЫХ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 (1524) ММ1
РД ВНИИЖТ 27.05.01-2017
(в ред., утв. на 69-м, 70-м, 71-м, 73-м, 74-м, 75-м заседаниях Совета по железнодорожному транспорту государств-участников Содружества)
1Рассылается железнодорожным администрациям, участвующим в финансировании
РАЗРАБОТАНО: Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ").
ВНЕСЕНО: Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ").
СОГЛАСОВАНО: Комиссия вагонного хозяйства (протокол от "13-15" сентября 2017 года N 64).
УТВЕРЖДЕНО: Советом по железнодорожному транспорту государств-участников Содружества (протокол от "19-20" октября 2017 года N 67).
ВВЕДЕНО В ДЕЙСТВИЕ: с 01 января 2018 года.
ВЗАМЕН: Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524) мм, утвержденного Советом по железнодорожному транспорту государств-участников Содружества (протокол от "16-17 октября" 2012г. N 57).
ВНЕСЕНИЕ ИЗМЕНЕНИЙ И ДОПОЛНЕНИЙ: производится АО "ВНИИЖТ" в соответствии с Р 50-92-88 "Рекомендации ЕСТД. Общие положения по внесению изменений, ГОСТ 2.503-90 "Правила внесения изменений".
Часть №4
Содержание
Приложение А (справочное) Технические моющие средства
Приложение Б (обязательное) Виды неисправностей колесных пар и их элементов и способы их устранения
Приложение В (обязательное) Виды неисправностей подшипников и способы их устранения
Приложение А
(справочное)
ТЕХНИЧЕСКИЕ МОЮЩИЕ СРЕДСТВА
| Марка ТМС | Нормативная документация | Наименование и адрес фирмы |
| Рейс-О | ТУ 2499-001-54146467-2007 | ООО ОПК "Сибэкохим", 644079, г. Омск, ул.17-я Рабочая, д.30. Тел.:+7(3812)28-24-71 |
| АКМ-Т90 | ТУ 2381-044-54146467-2012 | ООО ОПК "Сибэкохим", 644079, г. Омск, ул.17-я Рабочая, д.30. Тел.:+7(3812)28-24-71 |
| ТехноЧист-Щ | ТУ 2318-003-37885217-2012 | ООО ПКП "ПромТэк-Регион", 454048,г. Челябинск, ул. Елькина, д.79, офис 203. Тел.: +7(351) 235-35-44 |
| Авант-Щ | ТУ 2389-007-97808921-2012 с изм 1 | ООО "НПО ЗНСП", 344065, г. Ростов-на-Дону, ул. Орская, д.31В, ком. 10 (нежилое помещение) Тел.: +7(863)272-53-65, 272-51-54 |
| ВЭМС-Щ | ТУ 2381-001-21547642-2013 | ООО "ПромВакумУборка",454091, г. Челябинск, ул. Свободы, д.32, оф.501. Тел.: +7 (351) 268-05-74 |
| PRIMA SUPRA жд | ТУ 2384-001-848447824-2013 с Изм.N 1 | Организация-производитель: ООО "Эндесса", РФ, 620062, Свердловская область, г. Екатеринбург, ул. Чебышева, д.6, офис 613 Адрес производства ООО "Эндесса": РФ, Белгородская область, г. Щебекино, ул. Ржевское шоссе б/н |
| Super UMS | ТУ 2380-001-61006927-2013 | ООО "Альна Норд", 194292, г. Санкт-Петербург, ул. Домостроительная, д.4, лит.А, пом.401. Тел.+7(812) 953-23-13 |
| Оптимайзер | ТУ 2381-003-18267028-2014 | ООО "КМД ЭКО", 121099, г. Москва, Новинский бульвар, д.18, стр.1, офис 8. Тел.:+7 (499)322-01-11 |
| Эффект | ТУ 2381-001-64445981-2010 | ЗАО "СкайАльянс",115054, г. Москва, ул. Зацепа, д.22 Тел.:+7 (926)758-41-53 |
| ТОР-Локомотив Супер | ТУ 2389-079-74827784-2014 | ООО "НПО СпецСинтез", 195279, г. Санкт-Петербург, пр. Индустриальный, д.43, лит.К. Тел.: +7(812)318-47-17 |
| КМС-11 | ТУ 2332-052-88564561-2016 | ООО "ЭКОХИМ" Адрес: 445007, Самарская обл. г. Тольятти, Тупиковый проезд,3., Тел/факс:(8482) 55-96-51. Е-mail: ppecochem@mail.ru |
| Вагон-Щ | ТУ 2389-004-09317135-2015 | Организация-производитель: ООО Центр Профилактики "Гигиена-Мед", 119361, Москва, ул. Озерная, д.42 Тел.:+7(495) 741-56-96 Организация-поставщик: ООО Центр Профилактики "Гигиена-Мед", 119361, Москва, ул. Озерная, д.42 Тел.:+7(495) 741-56-96 ООО "БРИЛЛИАНт", 121471, г. Москва, ул. Гвардейская, д.14, стр.1. Тел.:+7 (495)741-56-61 |
| Юниклин 200 | ТУ 2480-001-17109824-2015 | ООО "Айпэкс" Адрес: Звездный бульвар, д.21, стр.1, офис 330, г. Москва, 129085, Тел/факс: +7(499) 992-77-15 E-mail: director@ipax-russia.com Адрес производства: Ярославское шоссе, д.1-А, г. Пушкино, Московская область, 141200 |
| ТОР-ХС | ТУ 2389-049-74827784-2009 | ООО "НПО СпецСинтез", 195279, г. Санкт-Петербург, пр. Индустриальный, д.43, лит.К. Тел.: +7(812)318-47-17 |
| ВУК-Ф | ТУ 2499-002-31559149-2007 с изм.N 1 | ООО "ППФ "ФАНТОМ" Кировоградская ул., д. 12, г. Пермь, Пермский край, РФ, 614113; Тел: (342) 283-80-12, тел/факс: (342) 283-76-48 |
| ЭКОАКТИВ | ТУ 2381-001-27472201-2015 с изм.N 1 | ООО "ТЕХНОТРЕНД", Выборгская наб., д. 33/17, литер А, г. Санкт-Петербург, 194044; тел: +7(911) 001-20-30, +7(968) 190-28-28 |
| УПТС-РАЛМИКС | ТУ 2458-001-77831243-2008 с изм. N 1 | ООО "ЭКОТЕХНОЛОГИИ" Революционная ул., д. 41, с. Языково, Благоварский район, Республика Башкортостан, РФ, 452740 Тел: (917) 345-50-07, (34747) 4-00-00 е-mail: upts@inbox.ru |
| 425 Silodet | ТС 01-81448805/2017 | "Johannes Kiehl KG" Robert-Bosch-Str. 9, 85235 Odelzhausen, Germany Поставщик: ООО "Профф Лайн" 125438, г. Москва, Пакгаузное шоссе., д.1; Тел./факс: +7 (495) 979-96-69 |
А.1 Допускается применять альтернативные технические моющие средства, прошедшие комплексную проверку и имеющие свидетельство о государственной регистрации, внесенное в Реестр свидетельств о государственной регистрации, и обеспечивающие технические и технологические показатели не хуже, чем у ТМС, указанных в таблице А.1.
А.2 Обмывку колесных пар, работавших с подшипниками роликовыми цилиндрическими, заправленными смазкой ЛЗ-ЦНИИ (У), корпусов букс, смотровых и крепительных крышек, лабиринтных колец, гаек торцевых М110, стопорных планок и болтов в моечных машинах допускается осуществлять двумя моющими жидкостями при температуре не ниже 90°С. При этом первая моющая жидкость должна содержать 2,0...5,0% каустической соды, а вторая 8,0...10,0% отработанной смазки ЛЗ-ЦНИИ (У) от объема воды в ваннах.
Промывку подшипников роликовых цилиндрических, заправленных смазкой ЛЗ-ЦНИИ (У), после их демонтажа допускается производить подогретой паром до температуры 90...95°С моющей жидкостью, содержащей 8...10% отработанной смазки ЛЗ-ЦНИИ (У) от объема воды в ваннах. Для промывки новых подшипников допускается применять моющую жидкость с содержанием 1,0...1,5% смазки ЛЗ-ЦНИИ (У).
Примечание - на железных дорогах Российской Федерации в соответствии с "Правилами по охране труда при техническом обслуживании и ремонте грузовых вагонов" запрещено использование каустической соды при обмывке деталей грузовых вагонов (Распоряжение ОАО "РЖД" от 17.01.2013 г. N 57р).
Приложение Б
(обязательное)
ВИДЫ НЕИСПРАВНОСТЕЙ КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Таблица Б.1 - Виды дефектов и неисправностей колесных пар и их элементов
(в ред. Протокола 73 заседания Совета по железнодорожному транспорту государств - участников Содружества от. 27.11.2020)
| Контролируемые параметры колесных пар и их элементов, вид и номер неисправностей и дефектов | |
| Способ выявления и характерные признаки | Способ устранения |
| 1. Колесные пары | |
| 1.1 Сдвиг колеса на оси (331) - механическое повреждение, характеризующееся смещением колеса вдоль оси в результате нарушения прессового соединения колеса с осью. | |
 |
 |
| Визуальный контроль и замеры. Характерные признаки: - разрыв краски у ступицы колеса по всему периметру соединения колеса с осью; - появление коррозионной полосы (ржавчины) или масла из-под ступицы с внутренней стороны колеса; - среднее значение расстояния между внутренними боковыми поверхностями ободьев колес, определенное по измерениям в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях не соответствует норме. |
Колесную пару расформировывают. |
| 1.2 Изгиб оси колесной пары (332) - нарушение геометрии оси в результате ее деформации от механических повреждений при сходах подвижного состава. | |
 |
 |
| Визуальный контроль и замеры. Разность расстояний между внутренним боковыми поверхностями ободьев колес колесной пары, определяемая как разность наибольшего и наименьшего расстояний, измеренных в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях, составляет более допустимой величины или биение средней части оси, измеренное при вращении колесной пары на станке. |
Ось бракуют. |
1.3 Расстояние между внутренними боковыми поверхностями ободьев колес не соответствует допустимым размерам (831) - нарушение размера вследствие механической обработки внутренних боковых поверхностей ободьев колес или неправильной прессовой посадки колес на ось. |
|
| Замеры. Измерение расстояний между внутренним боковыми поверхностями ободьев колес (свободных от нагрузки колесных пар) четырех точках, расположенных в двух взаимно перпендикулярных плоскостях. |
При расстоянии между внутренними боковыми поверхностями ободьев колес и менее допустимого - производят обточку у внутренних боковых поверхностей ободьев в колес при условии, что ширина обода после обточки и разность расстояний между торцами предподступичной части оси и внутренними боковыми поверхностями ободьев колес с одной и другой стороны колесной пары будет не менее допускаемых размеров. При расстоянии между внутренними боковыми поверхностями ободьев колес более допустимого - колесную пару расформировывают. |
1.4 Разность расстояний между внутренними боковыми поверхностями ободьев колес более допустимых размеров (931) - нарушение геометрии колесной пары. |
|
| Замеры. Разность расстояний между внутренними боковыми поверхностями ободьев колес (у свободных от нагрузки колесных пар) определяется как разность наибольшего и наименьшего расстояний, измеренных в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях. |
При превышении допустимых значений производят обточку внутренних боковых поверхностей ободьев колес. При наличии хотя бы в одной из плоскостей измерения расстояния между внутренними боковыми поверхностями ободьев колес более допустимого значения колесную пару расформировывают. В случае деформации оси или колес - колесную пару бракуют. |
1.5 Разность диаметров колес в колесной паре более допустимых размеров (932) нарушение геометрии колес. |
|
| Замеры. Измерение диаметров колес колесной пары. Вычисление разности замеров и сравнение ее с допустимым значением. |
При превышении допустимого значения восстанавливают профиль поверхности катания колес. |
| 2. Колеса | |
2.1 Равномерный прокат (111) - равномерный круговой предельный износ колеса в плоскости круга катания. |
|
| Визуальный контроль и замеры. Измерение производят абсолютным шаблоном в плоскости круга катания на расстоянии 70мм от внутренней боковой поверхности обода. При наличии ползуна его глубина входит в общую величину проката. При наличии на вершине гребня в месте проведения измерения остроконечного наката, его необходимо удалять механическим способом для обеспечения установки опоры абсолютного шаблона на вершину гребня. |
При величине проката более допустимого значения восстанавливают профиль поверхности катания колес. |
2.2 Неравномерный прокат (112) - неравномерный по круговому периметру износ, когда изношенное колесо имеет в плоскости круга катания форму, отличную от круглой. Характеризуется неодинаковым прокатом в различных сечениях профиля по кругу катания |
|
| Визуальный контроль и замеры. Определяется разностью измерений в сечениях максимального износа и с каждой стороны от этого сечения на расстоянии 500,0+/-50,0 мм. Измерение производят абсолютным шаблоном. Характерные признаки: - неравномерный круговой наплыв металла на фаску; - местное уширение обода; - наличие закатывающихся ползунов и наваров; - трещины и выщербины в сочетании с местным уширением обода или раздавливанием обода. Наиболее часто возникает на колесах с тонким ободом в зоне нанесения заводских клейм на наружной поверхности обода. При наличии на вершине гребня в месте проведения измерения остроконечного наката, его необходимо удалять механическим способом для обеспечения установки опоры абсолютного шаблона на вершину гребня. |
При неравномерном прокате более допустимого значения восстанавливают профиль поверхности катания колес. |
2.3 Износ гребня (113) - равномерный круговой износ наклонной поверхности гребня до предельно допустимых размеров. |
|
| Визуальный контроль и замеры. Измерение производят абсолютным шаблоном на расстоянии 18 мм от вершины гребня. При наличии на вершине гребня в месте проведения измерения остроконечного наката, его необходимо удалять механическим способом для обеспечения установки опоры абсолютного шаблона на вершину гребня. |
При предельном износе наклонной поверхности гребня колеса восстанавливают профиль поверхности катания колес. |
2.4 Вертикальный подрез гребня (114) - равномерный круговой износ, при котором угол наклона профиля наклонной поверхности гребня приближается к 90°, а радиус перехода от гребня к коничности 1:10 уменьшается до 8-12мм. |
|
| Визуальный контроль и замеры. Измерение производят специальным шаблоном для контроля вертикального подреза гребня колеса (ножки шаблона должны плотно прижиматься к внутренней поверхности обода колеса). |
Восстанавливают профиль поверхности катания колес. |
2.5 Тонкий обод (115) - толщина обода колеса менее допускаемых размеров. |
|
| Визуальный контроль и замеры. Измерение толщины обода производят толщиномером. При наличии на колесе ползуна или выщербины толщину обода определяют в месте расположения неисправности. |
При толщине обода колеса менее допустимого значения колесную пару выкатывают из-под вагона. Если по толщине обода колеса колесную пару можно эксплуатировать под вагонами других типов, то ее используют при подкатке. При невозможности дальнейшего использования колеса бракуют. |
2.6 Ширина обода колеса менее допустимой величины (811) - изменение ширины обода в процессе ремонта и эксплуатации. |
|
| Визуальный контроль и замеры. | При ширине обода менее допустимой колесо бракуют. |
2.7 Кольцевые выработки (116) - неравномерный по поверхности катания колеса круговой износ и деформация от взаимодействия с тормозной колодкой, при которых образуются местные углубления различной глубины и ширины. |
|
| Визуальный контроль и замеры. Измерение глубины ("А" или "Б") и ширины ("В") производят с помощью глубиномера и линейки. |
Восстанавливают профиль поверхности катания колес. |
| 2.8 Поражение колеса электрическим током (117): 2.8.1 Поражение поверхности катания колеса в виде рифления - механическое повреждение, характеризующееся ожогами поверхности металла в виде чередующихся участков чистого и пораженного металла вследствие прохождения электрического тока.  |
|
| Визуальный контроль. | Восстанавливают профиль поверхности катания колес. |
2.8.2 Поражение поверхности различных частей колеса в виде точечного ожога - термическое повреждение, характеризующееся одним или несколькими точечными поражениями поверхности металла вследствие прохождения электрического тока. |
|
| Визуальный контроль. | Колесо бракуют |
2.9 Навар (211) - смещение металла на поверхности обода колеса, характеризующееся образованием чередующихся сдвигов металла U - образной формы. |
|
| Визуальный контроль и замеры. Измерение высоты навара производят абсолютным шаблоном. Высота навара определяется как разность измерений проката в двух плоскостях - рядом с наваром и на наваре. В случае, когда навар смещен от круга катания, движок абсолютного шаблона смещается по специальной прорези до совпадения его с наваром. |
Восстанавливают профиль поверхности катания колес. |
2.10 Ползун (212) - локальный износ колеса, характеризующийся образованием плоской площадки на поверхности катания. |
|
| Визуальный контроль и замеры. Измерение глубины ползуна производят абсолютным шаблоном. Глубина ползуна определяется как разность измерений проката в двух плоскостях - рядом с ползуном и на ползуне. В случае, когда ползун смещен от круга катания, движок абсолютного шаблона смещается по специальной прорези до совпадения его с ползуном. |
Восстанавливают профиль поверхности катания колес. |
2.11 Выщербины по светлым пятнам, ползунам, наварам (611) - местное разрушение в виде выкрашивания металла поверхности катания колеса. |
|
| Визуальный контроль и замеры. Измерение глубины выщербины производят абсолютным шаблоном. Глубина выщербины определяется как разность измерений проката в двух плоскостях - рядом с выщербиной и на выщербине. В случае, когда выщербина смещена от круга катания, движок абсолютного шаблона смещается по специальной прорези до совпадения его с выщербиной. Длина выщербины на поверхности катания замеряется металлической линейкой ГОСТ 427-75. За длину выщербины принимается максимальное значение, измеренное между двумя точками по границам дефекта (независимо от направленности дефекта) колеса. (в ред. Протокола 73 заседания Совета по железнодорожному транспорту государств - участников Содружества от. 27.11.2020) |
Восстанавливают профиль поверхности катания колес. |
2.12 Выщербины по усталостным нам (612) - местное разрушение в виде трещи выкрашивания металла поверхности катания колеса. |
|
| Визуальный контроль и замеры. Измерение глубины выщербины производят абсолютным шаблоном. Глубина выщербины определяется как разность измерений проката в двух плоскостях - рядом с выщербиной и на выщербине. В случае, когда выщербина смещена от круга катания, движок абсолютного шаблона смещается по специальной прорези до совпадения его с выщербиной. Длина выщербины на поверхности катания замеряется металлической линейкой ГОСТ 427-75. За длину выщербины принимается максимальное значение, измеренное между двумя точками по границам дефекта (независимо от направленности дефекта) колеса. (в ред. Протокола 73 заседания Совета по железнодорожному транспорту государств - участников Содружества от. 27.11.2020) |
Восстанавливают профиль поверхности катания колес. |
2.13 Выщербины по термическим трещинам на поверхности катания обода колеса (613) -местное разрушение в виде выкрашивания металла поверхности катания колеса. |
|
| Визуальный контроль и замеры. Измерение глубины выщербины производят абсолютным шаблоном. Глубина выщербины определяется как разность измерений проката в двух плоскостях - рядом с выщербиной и на выщербине. В случае, когда выщербина смещена от круга катания, движок абсолютного шаблона смещается по специальной прорези до совпадения его с выщербиной. Длина выщербины на поверхности катания замеряется металлической линейкой ГОСТ 427-75. За длину выщербины принимается максимальное значение, измеренное между двумя точками по границам дефекта (независимо от направленности дефекта) колеса. (в ред. Протокола 73 заседания Совета по железнодорожному транспорту государств - участников Содружества от. 27.11.2020) |
Восстанавливают профиль поверхности катания колес. |
2.14 Остроконечный накат гребня (311) - выступ, образующийся в результате пластической деформации поверхностных слоев металла гребня в сторону его вершины. |
|
| Визуальный контроль. Браковку колесной пары по остроконечному накату гребня производят с использованием приспособления Т 1436.000. |
Восстанавливают профиль поверхности катания колес. |
2.15 Круговой наплыв на фаску (312) - допустимое в эксплуатации механическое повреждение, характеризующееся смещением металла обода в сторону фаски и образованием наплыва, возвышающегося над наружной поверхностью обода. |
|
| Визуальный контроль. | Устраняют восстановлением фаски на колесотокарном станке, а при необходимости восстанавливают профиль поверхности катания колес. |
2.16 Местное уширение обода (313) - механическое повреждение, характеризующееся образованием местного наплыва в зоне фаски обода колеса. |
|
| Визуальный контроль. За величину местного уширения обода принимается разность замеров ширины обода, измеренной в месте наибольшего уширения и в месте, не имеющего его. |
Восстанавливают профиль поверхности катания колес. При наличии трещин или плен, идущих вглубь обода колесо бракуют. |
2.17 Трещина в диске около обода колеса (411) - нарушение сплошности металла из-за предельного накопления усталостных повреждений в диске колеса или наличия поверхностных и внутренних дефектов. |
|
| Визуальный контроль и НК. | Колесо бракуют. |
2.18 Трещина в диске около ступицы колеса (515) - нарушение сплошности металла из-за накопления циклической усталости и несоблюдения технологии изготовления колес. |
|
| Визуальный контроль и НК. | Колесо бракуют. |
2.19 Закат или складка металла в диске колеса (512) - нарушения сплошности металла из-за несоблюдения технологии изготовления колес. |
|
| Визуальный контроль и НК. По внешнему виду дефект представляет собой тонкую извилистую трещину, распространяющуюся в окружном или радиальном направлениях по диску колеса. |
Колесо бракуют. |
2.20 Радиальная трещина колеса (516) - нарушение сплошности металла в результате действия циклических нагрузок при наличии в ободе колеса дефектов металлургического происхождения. |
|
| Визуальный контроль и НК. Трещина сквозная с внутренней и наружной сторон колеса с выходом и без выхода на поверхность катания. |
Колесо бракуют. |
2.21 Трещина в ступице колеса (514) - нарушение сплошности металла из-за несоблюдения технологии изготовления колес. |
|
| Визуальный контроль и НК торца ступицы. | Колесо бракуют. |
2.22 Термические трещины на поверхности катания обода колеса (412) - нарушение сплошности металла в виде параллельных наклонных трещин термоусталостного происхождения по периметру поверхности катания колеса. |
|
| Визуальный контроль. | Восстанавливают профиль поверхности катания колес. |
2.23 Продольные трещины, закаты, плены, расслоения и неметаллические включения в ободе колеса (511) - нарушения сплошности металла из-за несоблюдения технологии изготовления колес. |
|
| Визуальный контроль и НК. | Колесо бракуют. |
2.24 Поперечная трещина на поверхности катания обода колеса (513) - нарушение сплошности металла из-за несоблюдения технологии изготовления колес. |
|
| Визуальный контроль и НК. | Колесо бракуют. |
2.25 Трещина гребня колеса (517) - нарушение сплошности металла из-за несоблюдения технологии изготовления или ремонта колес. |
|
| Визуальный контроль и НК. | Колесо бракуют. |
2.26 Откол наружной боковой поверхности обода колеса (614) - местное разрушение в виде откола металла у наружной грани в районе фаски обода колеса, характеризующееся значительной глубиной и протяженностью. |
|
| Визуальный контроль. Определение геометрических параметров откола. | Восстанавливают профиль поверхности катания колес. |
2.27 Откол кругового наплыва наружной боковой поверхности обода колеса (615) -разрушение металла в виде откола наплыва на отдельных участках, либо по всему периметру обода. |
|
| Визуальный контроль. Определение геометрических параметров откола. | Восстанавливают профиль поверхности катания колес. |
2.28 Откол гребня колеса (616) - механическое повреждение, характеризующееся нарушением сплошности металла из-за дефектов металлургического происхождения. |
|
| Визуальный контроль. | При полном ободе колеса и отсутствии трещин, идущих вглубь обода, восстанавливают профиль поверхности катания колес. При невозможности восстановления профиля поверхности катания - колесо бракуют. |
2.29 Овальность и отклонение от соосности поверхности катания колес более допустимых размеров (911) - изменение геометрических параметров колес. |
|
| Замеры. | При превышении допустимых размеров восстанавливают профиль поверхности катания колес. |
| 2.30 Разность расстояний от торцов предподступичных частей оси до внутренних боковых поверхностей ободьев колес с одной и другой сторон колесной пары более допустимых значений (933) - нарушение геометрии колесной пары. | |
| Замеры. Замеряются расстояния от торцов предподступичных частей оси до внутренних боковых поверхностей ободьев колес с одной и другой сторон колесной пары. Вычисление разности замеров и сравнение ее с допустимым значением. |
При превышении допустимых значений колесную пару расформировывают. |
2.31 Излом колеса по трещине у ступицы (711) - разрушение колеса в результате развития трещины в диске около ступицы. |
|
| Визуальный контроль. | Колесо бракуют. |
2.32 Излом колеса по трещине у обода (712) - разрушение колеса в результате развития трещины в диске около обода. |
|
| Визуальный контроль. | Колесо бракуют. |
2.33 Излом обода колеса в окружном направлении (713) - полный или частичный откол части обода в результате развития внутренней кольцевой трещины в окружном направлении обода колеса. |
|
| Визуальный контроль. | Колесо бракуют. |
| 3 Оси | |
3.1 Сварочные ожоги (221) - термомеханическое повреждение в виде следов касания электродом или оголенным проводом поверхности оси. |
|
| Визуальный контроль. | Ось бракуют. |
3.2 Протертость на средней части оси (123) - круговой неравномерный по профилю оси износ, характеризующийся местным углублением на средней части оси. |
|
| Визуальный контроль и замеры. Измерение кронциркулем и линейкой глубины протертости. |
Протертость глубиной не более 2,5 мм оставляют без устранения. Протертость глубиной более 2,5 мм устраняют обточкой на станке с последующим упрочнением накаткой роликами. Устранение дефекта производят с плавным переходом к необрабатываемым поверхностям при условии, что диаметр оси после ее обработки в протертом месте будет не менее допускаемого значения. При невыполнении этого условия ось бракуют. |
3.3 Забоины и вмятины более допустимых размеров (322) - механические повреждения, сопровождающиеся деформацией металла и характеризующиеся образованием на шейке, предподступичной или средней части оси местных углублений. |
|
| Визуальный контроль и замеры. Измерение производят штангенциркулем или специальным микрометром. |
На средней части оси: Забоины и вмятины глубиной не более 2,0 мм оставляют без устранения. Дефекты глубиной более 2,0 мм, но менее 5,0 мм устраняют зачисткой наждачным кругом с последующей доводкой шлифовальной шкуркой зернистостью N 6 и менее с минеральным маслом. Устранение дефектов производят вдоль оси с зачисткой выступающих краев и плавным переходом к необрабатываемым поверхностям при условии, что диаметр оси в месте дефекта после зачистки будет не менее допускаемого размера. При невыполнении этого условия ось бракуют. На шейках оси: Тупые забоины и вмятины глубиной не более 1,5 мм и площадью до 50,0 мм2 на расстоянии не ближе 50,0 мм от торца предподступичной части оси допускается оставлять без устранения. Выступающие края должны быть зачищены заподлицо с поверхностью шлифовальной шкуркой зернистостью N 6 и менее с минеральным маслом в направлении вдоль шейки оси. При наличии забоин и вмятин более допустимых размеров ось бракуют. На предподступичных частях оси: Забоины и вмятины глубиной не более 2,0 мм допускается оставлять без устранения. Выступающие края должны быть зачищены заподлицо с поверхностью шлифовальной шкуркой зернистостью N 6 и менее с минеральным маслом в направлении вдоль предподступичной части оси. При наличии забоин и вмятин более допустимых размеров ось бракуют. |
3.4 Намин на шейке оси от внутреннего кольца подшипника (321) - допустимое в эксплуатации механическое образование, характеризующееся местным незначительным смятием поверхности шейки оси, создающим наклеп в местах смятия. |
|
| Визуальный контроль. | Допускается устранять зачисткой шлифовальной бумагой с зернистостью N 6 и менее с минеральным маслом. |
3.5 Задиры и риски на подступичных частях оси (121) - продольный износ или выровы металла, характеризующиеся местными углублениями, образовавшимися в результате схватывания металла при распрессовке колес с оси. |
|
| Визуальный контроль. | Задиры и риски на подступичных частях оси устраняются обточкой с последующим упрочнением накаткой роликами на станке при условии, что диаметр подступичной части оси будет не менее допустимого размера. При диаметре менее допустимого размера ось бракуют. |
| 3.6 Задиры и риски на шейках и предподступичных частях оси (122): - окружные неравномерные по поперечному профилю износы, характеризующиеся местными незначительными углублениями на поверхностях шеек или предподступичных частях оси; - продольные износы (царапины), характеризующиеся незначительными углублениями на поверхностях шеек или предподступичных частях оси.  |
|
| Визуальный контроль. | Задиры и риски на шейках глубиной не более 0,2 мм и предподступичных частях оси не более 2,0 мм допускается оставлять без устранения, при этом выступающие края должны быть зачищены в направлении вдоль оси заподлицо с поверхностью шлифовальной бумагой с зернистостью N 6 и менее с минеральным маслом. При наличии задиров и рисок более допустимых размеров ось бракуют. |
3.7 Коррозионные повреждения на шейках и галтелях оси (124) - окисленные участки поверхностей шеек и галтелей оси под воздействием воды и влаги, а также других химически активных веществ. |
|
| Визуальный контроль. | Коррозионные повреждения на шейках и галтелях оси устраняются зачисткой шлифовальной бумагой с зернистостью N 6 и менее с минеральным маслом. Разрешается использовать оси после зачистки, если диаметры шеек и предподступичных частей не выходят за пределы допустимых размеров. |
3.8 Износ шейки оси из-за проворота внутреннего кольца (125) - круговой износ шейки оси под внутренними кольцами подшипников, вызванный потерей натяга посадки внутренних колец. |
|
| Визуальный контроль. | Ось бракуют. |
3.9 Повреждение центрового отверстия (323) - искажение формы центрового отверстия оси. |
|
| Визуальный контроль. | Разрешается устранять заваркой с последующим восстановлением центрового отверстия до номинальных размеров по технологии, согласованной установленным порядком. |
3.10 Повреждение резьбы М110 осей РУ1 (324) - механическое повреждение, характеризующееся искажением профиля резьбы. |
|
| Визуальный контроль и измерение. Деформация резьбы определяется с помощью шагомера. Наружный диаметр резьбы определяется штангенциркулем или специальным шаблоном. | Ось бракуют. |
3.11 Повреждение резьбы М12 осей РУ1, М20 осей РУ1Ш и РВ2Ш, М24 осей РВ2Ш (325) - механическое повреждение, характеризующееся искажением профиля резьбы в отверстиях торца шейки оси, или наличие следов герметика в резьбовых отверстиях. |
|
| Визуальный контроль. | При механическом повреждении до трех первых ниток резьбы допускается оставлять без устранения. При механическом повреждении от 4 до 8 первых ниток резьбы или при наличии следов герметика резьбовое отверстие исправляют метчиком. Оси РУ1 с поврежденной резьбой М12 бракуют. |
3.12 Обрыв болтов М12 осей РУ1, М20 осей РУ1Ш и РВ2Ш, М24 осей РВ2Ш (326) -нарушение целостности болтов М12 и М20 в результате механического повреждения. |
|
| Визуальный контроль. | При возможности стержни болтов М20 и М24 вывертывают из оси без ее повреждения, при невозможности - ось бракуют. Оси РУ1 с обрывом болтов М12 бракуют. |
3.13 Поперечные и наклонные (под углом более 30° к оси) трещины на средней части оси (521) - нарушение сплошности металла из-за накопления циклической усталости и несоблюдения технологии изготовления осей. |
|
| Визуальный контроль и НК. | Ось бракуют. |
3.14 Продольные и наклонные (под углом к оси 30° и менее) трещины на средней части оси (522) - нарушение сплошности металла из-за несоблюдения технологии изготовления осей. |
|
| Визуальный контроль и НК. | Ось бракуют. |
3.15 Трещины в подступичной части оси (421) - нарушение сплошности металла в виде поперечных усталостных трещин. |
|
| Визуальный контроль и НК. | Ось бракуют. |
3.16 Трещины на шейках и предподступичных частях оси (422) - нарушение сплошности металла в виде усталостных трещин. |
|
| Визуальный контроль и НК. | Ось бракуют. |
3.17 Трещины в галтелях шеек и предподступичных частей оси (423) - нарушение сплошности металла в виде усталостных трещин. |
|
| Визуальный контроль и НК. | Ось бракуют. |
3.18 Разрушение напыленного слоя восстановленной шейки оси (621) - механическое разрушение, связанное с нарушением целостности напыленного слоя металла шейки оси. |
|
| Визуальный контроль, остукивание оправкой или медным молотком. | Ось бракуют. |
3.19 Маломерность оси по диаметрам шейки, предподступичной, подступичной и средней
частей (821) - уменьшение геометрических размеров частей оси вследствие механической обработки. |
|
| Измерение геометрических параметров оси. | При диаметрах менее допустимых размеров ось бракуют. |
3.20 Нарушение геометрических параметров резьбовых отверстий М20 осей РУ1Ш и РВ2Ш, М24 осей РВ2Ш (822) - нарушение технологии изготовления оси. |
|
| Измерение глубины отверстий и их смещения. | Допускаются к эксплуатации оси с глубиной засверловки отверстий под резьбу М20 и М24 до 90 мм. При глубине засверловки отверстия более 90 мм - ось бракуют. При смещении отверстий М20 и М24 ось бракуют. |
3.21 Овальность шейки и предподступичной части оси более допустимых размеров (921) -
нарушение геометрии частей оси. |
|
| Замеры. | При превышении допустимых размеров допускается шлифовка шлифовальной бумагой зернистостью N 6 и менее с минеральным маслом |
3.22 Конусообразность шейки оси более допустимых размеров (922) - нарушение геометрии шейки оси. |
|
| Замеры. | При превышении допустимых размеров допускается шлифовка шлифовальной бумагой зернистостью N 6 и менее с минеральным маслом. |
3.23 Излом оси из-за развития трещины в шейке (721) - разрушение оси под действием циклических нагрузок. |
|
| Визуальный контроль. | Ось бракуют. |
3.24 Излом оси из-за развития трещины в предподступичной части (722) - разрушение оси под действием циклических нагрузок. |
|
| Визуальный контроль. | Ось бракуют. |
3.25 Излом оси из-за развития трещины в подступичной части (723) - разрушение оси под действием циклических нагрузок. |
|
| Визуальный контроль. | Ось бракуют. |
3.26 Излом оси из-за развития трещины в средней части (724) - разрушение оси под действием циклических нагрузок. |
|
| Визуальный контроль. | Ось бракуют. |
3.27 Излом шейки оси из-за перегрева буксового узла (725) - разрушение оси вследствие заклинивания подшипников буксового узла. |
|
| Визуальный контроль. | Ось бракуют. |
Приложение В
(обязательное)
ВИДЫ НЕИСПРАВНОСТЕЙ ПОДШИПНИКОВ И СПОСОБЫ ИХ УСТРАНЕНИЯ
Таблица В.1 - Дефекты и неисправности подшипников и их элементов.
| Контролируемые параметры подшипников и их элементов, вид и номер неисправностей и дефектов | |
| Способ выявления и характерные признаки | Способ устранения |
| 1 Подшипники роликовые цилиндрические | |
| 1.1 Подшипник в сборе | |
1.1.01 Полное разрушение подшипника - нарушение целостности всех деталей подшипника. |
|
| Визуальный контроль, использование напольных средств автоматического контроля буксовых узлов в пути следования. При движении поезда искрение, выделение дыма, запах гари, движение колесной пары юзом. | Подшипник бракуют. |
| 1.2 Кольцо наружное | |
1.2.01 Контактно-усталостное повреждение (раковина) на дорожке качения - выкрашивание дорожки качения, вызванное процессом естественной усталости металла под действием высоких контактных давлений, знакопеременных нагрузок после истечения определенного срока эксплуатации подшипника. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.2.02 Контактно-усталостное повреждение (шелушение) дорожки качения -выкрашивание металла дорожки качения, вызванное процессом естественной усталости металла под действием высоких контактных давлений, проскальзывания роликов, нарушения масляной пленки. |
|
| Визуальный контроль. По внешнему виду отдельные элементы (точки) не блестящие, матового оттенка, при рассмотрении с использованием увеличительного стекла поверхность мелких выкрашиваний неровная с выровами. | Кольцо бракуют. |
1.2.03 Трещина на дорожке качения - нарушение целостности кольца, вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию; наличием концентраторов напряжений, дефектов металла; несоблюдением технологии изготовления (главным образом термообработки) и монтажа и демонтажа подшипника. |
|
| Визуальный контроль, НК. | Кольцо бракуют. |
1.2.04 Трещина бортика - нарушение целостности бортика кольца, вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию; наличием концентраторов напряжений, дефектов металла; несоблюдением технологии изготовления (главным образом термообработки) и монтажа и демонтажа подшипника. |
|
| Визуальный контроль, НК. | Кольцо бракуют. |
1.2.05 Скол бортика - нарушение целостности кольца, вызванное: перегрузками, создающими высокие напряжения в бортиках, приводящими к растрескиванию и раскалыванию; дефектами металла; нарушением технологии изготовления (главным образом термообработки) и несоответствием геометрии деталей и контактируемых поверхностей. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.2.06 Коррозионные пятна на дорожке качения - естественный процесс, приводящий к окислению поверхности дорожки качения при работе во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.2.07 Коррозионные раковины на дорожке качения - естественный процесс, приводящий к окислению поверхности дорожки качения и отслаиванию металла при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред и в результате длительного отстоя подшипника. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.2.08 Поверхностная коррозия на дорожке качения - естественный процесс, приводящий к окислению поверхности дорожки качения при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.2.09 Точечная коррозия на дорожке качения - естественный процесс, приводящий к окислению поверхности дорожки качения в виде групп мелких пятен диаметром от 1,0 до 2,0 мм с размытыми краями при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после зачистки коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.2.10 Коррозия на посадочной поверхности (фретинг-коррозия) - естественный процесс, приводящий к окислению посадочной поверхности наружного кольца при его работе в условиях взаимного перемещения относительно корпуса буксы, как во влажной среде, так и при ее отсутствии. |
|
| Визуальный контроль. | Кольцо используют после зачистки коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. Допускается оставлять следы невыведенных коррозионных пятен. |
1.2.11 Коррозия на бортиках - естественный процесс, приводящий к окислению центрирующей поверхности бортиков кольца при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после зачистки коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. Допускается оставлять следы невыведенных коррозионных пятен. |
1.2.12 Вмятины (намины) на дорожке качения - отпечатки от вдавливания твердых частиц отслаивающегося металла в результате образования контактно усталостных повреждений или попадания в смазку подшипника инородных твердых тел.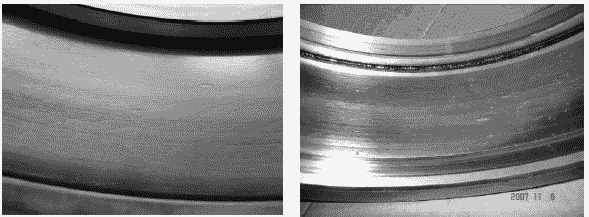 |
|
| Визуальный контроль. По внешнему виду вмятины (намины) блестящие, при рассмотрении с использованием увеличительного стекла поверхность вмятины (намина) без шероховатости. | Кольцо используют, если число вмятин не превышает семи на всей дорожке качения. При большем количестве вмятин кольцо бракуют. |
1.2.13 Вмятины (ложное бринеллирование) на дорожке качения - результат длительного действия на подшипник, находящийся в состоянии покоя, нагрузок пульсирующего характера, приводящих к образованию на дорожке качения кольца отпечатков от роликов, называемых "ложным бринеллированием". |
|
| Визуальный контроль. | Кольцо бракуют. |
1.2.14 Электроожоги (кратеры) на дорожке качения - повреждение кольца в виде одиночных или цепочки кратеров из-за прохождения отдельных разрядов электрического тока в течение короткого времени. |
|
| Визуальный контроль. По внешнему виду дефект имеет вид кратера, при рассмотрении с использованием увеличительного стекла донышко кратера темного или серого цвета со следами оплавления. | Кольцо бракуют. |
1.2.15 Электроожоги (рифление) на дорожке качения- повреждение кольца в виде равномерно расположенных темных полос в результате длительного воздействия электрического тока с определенной частотой. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.2.16 Задиры на бортике (типа "елочка") - естественный процесс, приводящий к изменению поверхностных слоев бортика кольца под действием высоких контактных давлений при разрыве масляной пленки и проявляющийся в виде выровов металла как хаотично расположенных, так и в виде строго геометрического рисунка ("елочка"). |
|
| Визуальный контроль. | Кольцо используют после зачистки задиров шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.2.17 Цвета побежалости на дорожке качения - изменение окрашенности и структуры стали кольца в результате воздействия на него источника теплового излучения (повышенный |
|
| Визуальный контроль. | Кольцо бракуют. |
| 1.3 Кольцо внутреннее | |
1.3.01 Контактно-усталостное повреждение (раковина) на дорожке качения -
выкрашивание дорожки качения, вызванное процессом естественной усталости металла под действием высоких контактных давлений, знакопеременных нагрузок после истечения определенного срока эксплуатации подшипника. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.3.02 Контактно-усталостное повреждение (шелушение) дорожки качения -выкрашивание металла дорожки качения, вызванное процессом естественной усталости металла под действием высоких контактных давлений, проскальзывания роликов, нарушения масляной пленки. |
|
| Визуальный контроль. По внешнему виду отдельные элементы (точки) не блестящие, матового оттенка, при рассмотрении с использованием увеличительного стекла поверхность мелких выкрашиваний неровная с выровами. |
Кольцо бракуют. |
1.3.03 Разрыв кольца - нарушение целостности кольца, вызванное: перегрузками, создающими высокие напряжения и приводящими к появлению прямой стреловидной трещины, ориентированной параллельно оси; концентраторами напряжений; дефектами металла; несоблюдением технологии изготовления (главным образом термообработки) и монтажа и демонтажа подшипника. |
|
| Визуальный контроль, НК. Отличительной особенностью трещины, приводящей к разрыву кольца является ее ориентация параллельно оси, незакатаные края и стреловидность. Дефект наиболее характерен для колец, изготовленных из насквозь каленой стали (ШХ15, ШХ15СГ и т.д.). |
Кольцо бракуют. |
1.3.04 Трещина кольца - нарушение целостности кольца, вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию; наличием концентраторов напряжений; следствием воздействия термических нагрузок. |
|
| Визуальный контроль, НК. Отличительной особенностью трещины является ее ориентация под произвольными углами и отсутствие стреловидности. |
Кольцо бракуют. |
1.3.05 Скол бортика - нарушение целостности бортика кольца, вызванное: перегрузками, создающими высокие напряжения, приводящими к растрескиванию и раскалыванию; дефектами металла; концентраторами напряжений; нарушением технологии изготовления и несоответствием геометрии деталей и контактируемых поверхностей. |
|
| Визуальный контроль. Дефект наиболее характерен для колец, изготовленных из насквозь каленой стали (ШХ15, ШХ15СГ и т.д.). | Кольцо бракуют. |
1.3.06 Коррозионные пятна (коррозионные раковины) на дорожке качения - естественный
процесс, приводящий к окислению поверхности дорожки качения при работе во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.3.07 Поверхностная коррозия на дорожке качения - естественный процесс, приводящий к
окислению поверхности дорожки качения при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.3.08 Точечная коррозия на дорожке качения - естественный процесс, приводящий к окислению поверхности дорожки качения в виде групп мелких пятен диаметром от 1,0 до 2,0мм с размытыми краями при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. Наиболее распространено скопление коррозионных точек в виде узкой полосы шириной до 3,0 мм у скоса внутреннего кольца, или у технологической галтели задних подшипников, или у торца внутреннего кольца переднего подшипника со стороны приставного упорного кольца. |
Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.3.09 Кольцевые полосы на дорожке качения - естественный процесс (разновидность электрохимической коррозии), приводящий к потемнению поверхностных слоев дорожки качения при работе под нагрузкой в условиях окисления смазки. |
|
| Визуальный контроль. | Кольцо используют после зачистки шлифовальной бумагой зернистостью N 6 с минеральным маслом. Допускается оставлять следы невыведенных кольцевых полос. |
1.3.10 Коррозия на посадочной поверхности (фретинг-коррозия) - естественный процесс, приводящий к окислению посадочной поверхности внутреннего кольца при его работе под нагрузкой в условиях взаимного перемещения относительно оси. |
|
| Визуальный контроль. | Кольцо используют после зачистки коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.3.11 Темные полосы на посадочной поверхности ("огранка") - разновидность фретинг-коррозии - естественный процесс, приводящий к окислению посадочной поверхности внутреннего кольца при его работе под нагрузкой в условиях взаимного перемещения относительно оси. |
|
| Визуальный контроль. | Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.3.12 Коррозия на бортиках - естественный процесс, приводящий к окислению поверхности бортика кольца при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Кольцо используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. |
1.3.13 Вмятины (намины, забоины) на дорожке качения - отпечатки от вдавливания: твердых частиц отслаивающегося металла в результате образования контактно усталостных повреждений; попадания в смазку подшипника инородных твердых тел; механического воздействия твердым телом. |
|
| Визуальный контроль. По внешнему виду вмятины (намины, забоины) блестящие, при рассмотрении с использованием увеличительного стекла поверхность вмятины (намина, забоины) без шероховатости. |
Кольцо используют, если число вмятин не превышает семи на всей дорожке качения. При большем количестве вмятин кольцо бракуют. |
1.3.14 Вмятины (ложное бринеллирование) на дорожке качения - результат длительного действия на подшипник, находящийся в состоянии покоя, нагрузок пульсирующего характера, приводящих к образованию на дорожке качения кольца отпечатков от роликов, называемых "ложным бринеллированием". |
|
| Визуальный контроль. | Кольцо бракуют. |
1.3.15 Электроожоги (кратеры) на дорожке качения - повреждение кольца в виде одиночных или цепочки кратеров из-за прохождения отдельных разрядов электрического тока в течение короткого времени. |
|
| Визуальный контроль. По внешнему виду дефект имеет вид кратера, при рассмотрении с использованием увеличительного стекла донышко кратера темного или серого цвета со следами оплавления. |
Кольцо бракуют. |
1.3.16 Электроожоги (рифление) на дорожке качения -повреждение кольца в виде равномерно расположенных темных полос в результате длительного воздействия электрического тока с определенной частотой. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.3.17 Износ торцов (фретинг-коррозия) - естественный процесс, приводящий к окислению торцевых поверхностей внутреннего кольца при его работе под нагрузкой в условиях взаимного перемещения относительно внутреннего, лабиринтного и приставного упорного колец. |
|
| Визуальный контроль. | Кольцо используют после зачистки коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. Допускается оставлять следы невыведенных коррозионных пятен. |
1.3.18 Задиры на бортике (типа "елочка") - естественный процесс, приводящий к изменению поверхностных слоев бортика кольца под действием высоких контактных давлений при разрыве масляной пленки и проявляющийся в виде выровов металла как хаотично расположенных, так и в виде строго геометрического рисунка ("елочка"). |
|
| Визуальный контроль. | Кольцо используют после зачистки задиров мкм шлифовальной бумагой зернистостью N 6 с минеральным маслом. Допускается оставлять следы невыведенных задиров. |
1.3.19 Задиры на посадочной поверхности - естественный процесс, приводящий к изменению поверхностных слоев посадочной поверхности кольца под действием высоких контактных давлений при разрыве масляной пленки и проявляющийся в виде выровов металла как хаотично расположенных, так и в виде строго геометрического рисунка ("елочка"). |
|
| Визуальный контроль. Дефект наиболее характерен при прессовой (холодной) посадке колец на шейку оси. Возникновению способствуют недостаточное количество смазочного материала, его низкое качество и наличие воды и влаги. |
Кольцо бракуют. |
1.3.20 Монтажные задиры на дорожке качения - процесс, приводящий к изменению поверхностного слоя кольца под действием высоких контактных давлений, возникающих при монтаже буксового узла. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.3.21 Проворачивание внутреннего кольца на шейке оси (потеря посадочного натяга) -ослабление прессового соединения внутреннего кольца с осью с последующим его круговым перемещением относительно шейки оси, лабиринтного, внутреннего и приставного упорного колец. |
|
| Визуальный контроль, проверка с использованием специального приспособления. | Кольцо бракуют. |
1.3.22 Цвета побежалости на дорожке качения - изменение окрашенности и структуры стали кольца в результате воздействия на него источников теплового излучения. |
|
| Визуальный контроль. | Кольцо бракуют. |
| 1.4 Ролики | |
1.4.01 Контактно-усталостное повреждение (раковина) на цилиндрической поверхности -
выкрашивание ролика, вызванное процессом естественной усталости металла под действием высоких контактных давлений, знакопеременных нагрузок после истечения определенного срока эксплуатации подшипника. |
|
| Визуальный контроль. | Ролик бракуют. |
1.4.02 Контактно-усталостное повреждение (шелушение) на цилиндрической поверхности - выкрашивание, вызванное процессом естественной усталости металла под действием высоких контактных давлений, проскальзывания роликов, нарушения масляной пленки. |
|
| Визуальный контроль. По внешнему виду отдельные элементы (точки) не блестящие, матового оттенка, при рассмотрении с использованием увеличительного стекла поверхность мелких выкрашиваний неровная с выровами. |
Ролик бракуют. |
1.4.03 Трещина - нарушение целостности ролика, вызванное: перегрузками, создающими высокие напряжения и приводящими к появлению прямой стреловидной, винтообразной или окружной трещины; концентраторами напряжений; дефектами металла; несоблюдением технологии изготовления (главным образом термообработки). |
|
| Визуальный контроль, НК. | Ролик бракуют. |
1.4.04 Волосовина - дефект производства роликов, характеризующийся расслоением поверхностных слоев металла. |
|
| Визуальный контроль, НК. | Ролик бракуют. |
1.4.05 Скол торца - нарушение целостности ролика, вызванное: перегрузками, создающими высокие напряжения, приводящими к растрескиванию и раскалыванию; концентраторами напряжений; несоответствием геометрии деталей и контактируемых поверхностей. |
|
| Визуальный контроль. | Ролик бракуют. |
1.4.06 Коррозионные пятна (коррозионные раковины) на цилиндрической поверхности и торцах - естественный процесс, приводящий к окислению поверхностей роликов при их работе и хранении во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Ролик с коррозионными пятнами на цилиндрической поверхности бракуют. Ролик с коррозионными пятнами на торцах используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. Снимать допускается с каждой стороны ролика слой глубиной не более 5,0 мкм. Глубину снятого слоя контролируют по высоте ролика. |
1.4.07 Поверхностная коррозия на торцах - естественный процесс, приводящий к окислению поверхностей роликов при хранении во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Ролик используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. Снимать допускается с каждой стороны ролика слой глубиной не более 5,0 мкм. Глубину снятого слоя контролируют по высоте ролика. |
1.4.08 Точечная коррозия на цилиндрической поверхности - естественный процесс, приводящий к окислению поверхности в виде групп мелких пятен диаметром от 1,0 до 2,0 мм с размытыми краями при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Ролик бракуют. |
1.4.09 Точечная коррозия на торцах - естественный процесс, приводящий к окислению поверхности в виде групп мелких пятен диаметром от 1,0 до 2,0 мм с размытыми краями при работе или хранении подшипника во влажной среде в присутствии паров кислотно-щелочных сред. |
|
| Визуальный контроль. | Ролик используют после удаления коррозионных пятен шлифовальной бумагой зернистостью N 6 с минеральным маслом. Снимать допускается с каждой стороны ролика слой глубиной не более 5,0 мкм. Глубину снятого слоя контролируют по высоте ролика. |
1.4.10 Электрохимическая коррозия (потемнение ролика) - естественный процесс, приводящий к окислению поверхностей роликов при работе в присутствии кислотно-щелочных сред, выделяемых из смазки. |
|
| Визуальный контроль. | Ролик бракуют. |
1.4.11 Вмятины (намины и забоины) на цилиндрической поверхности - отпечатки от вдавливания: твердых частиц отслаивающегося металла в результате образования контактно усталостных повреждений; попадания в смазку подшипника инородных твердых тел; механического воздействия твердым телом. |
|
| Визуальный контроль. По внешнему виду вмятины (намины, забоины) блестящие, при рассмотрении с использованием увеличительного стекла поверхность вмятины (намина, забоины) без шероховатости. |
Ролик используют, если число вмятин не превышает четырех на всей цилиндрической
поверхности. При большем количестве вмятин - ролик бракуют. |
1.4.12 Электроожоги (кратеры) на цилиндрической поверхности - повреждение ролика в виде одиночных или цепочки кратеров из-за прохождения отдельных разрядов электрического тока в течение короткого времени. |
|
| Визуальный контроль. По внешнему виду дефект имеет вид кратера, при рассмотрении с использованием увеличительного стекла донышко кратера темного или серого цвета со следами оплавления. |
Ролик бракуют. |
1.4.13 Электроожог круговой на цилиндрической поверхности - повреждение ролика в виде темных полос в результате длительного воздействия электрического тока с определенной частотой. |
|
| Визуальный контроль. Дефект аналогичен повреждениям наружного и внутреннего колец, называемого "рифлением", но при этом нет четко выраженных отдельных полос, так как за один оборот внутреннего кольца ролик совершает несколько оборотов, что приводит к получению сплошной темной полосы - электроожога. |
Ролик бракуют. |
1.4.14 Задиры на торцах (типа "елочка") - естественный процесс, приводящий к изменению поверхностных слоев торца ролика под действием высоких контактных давлений при разрыве масляной пленки и проявляющийся в виде выровов металла как хаотично расположенных, так и в виде строго геометрического рисунка ("елочка"). |
|
| Визуальный контроль. | Ролик используют после удаления задиров шлифовальной бумагой зернистостью N 6 с минеральным маслом. Снимать допускается с каждой стороны ролика слой глубиной не более 5,0 мкм. Глубину снятого слоя контролируют по высоте ролика. |
1.4.15 Ползуны на цилиндрической поверхности - повреждение поверхности роликов, вызванное их заклиниванием от действия инородных тел и отсутствия радиального зазора в подшипнике. |
|
| Визуальный контроль. | Ролик бракуют. |
1.4.16 Ступенчатый износ торца - естественный износ, вызванный постоянно действующими силами в условиях достаточного смазывания. |
|
| Визуальный контроль. | При износе торца ролика более 5,0 мкм ролик бракуют. |
1.4.17 Круговые полосы на цилиндрической поверхности - естественный износ или потемнение в результате воздействия смазки на металл ролика в контакте с дорожками качения колец. |
|
| Визуальный контроль. | Ролик, на поверхности которого круговые полосы ощущаются ногтем пальца руки, бракуют. |
1.4.18 Цвета побежалости на торцах и цилиндрической поверхности - изменение окрашенности и структуры стали роликов в результате воздействия на них источников теплового излучения с различными повышенными температурами нагрева. |
|
| Визуальный контроль. | Ролик бракуют. |
| 1.5 Кольцо плоское упорное | |
1.5.01 Излом - полное разрушение кольца от концентраторов напряжений в результате действия высоких контактных давлений при взаимодействии с роликами и элементами торцевого крепления |
|
| Визуальный контроль. | Кольцо бракуют. |
1.5.02 Трещина - нарушение целостности кольца, вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию; наличием концентраторов напряжений, дефектов металла. |
|
| Визуальный контроль, НК. | Кольцо бракуют. |
1.5.03 Сколы - нарушение целостности кольца вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию при наличии концентраторов напряжений в виде дефектов металла. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.5.04 Задиры на торцевой поверхности (типа "елочка") - естественный процесс, приводящий к изменению поверхностных слоев кольца под действием высоких контактных давлений при разрыве масляной пленки и проявляющийся в виде выровов металла как хаотично расположенных, так и в виде строго геометрического рисунка ("елочка"). |
|
| Визуальный контроль. | Кольцо бракуют. |
1.5.05 Круговые полосы на торцевых поверхностях - результат проворачивания кольца относительно торца внутреннего кольца переднего подшипника и элементов торцевого крепления при ослаблении усилия его затяжки. |
|
| Визуальный контроль. | Кольцо бракуют. |
1.5.06 Износ торцевых поверхностей (фретинг-коррозия) - естественный процесс, приводящий к окислению торцевых поверхностей кольца при его работе в условиях взаимного перемещения относительно элементов торцевого крепления и внутреннего кольца переднего подшипника как во влажной среде, так и при ее отсутствии. |
|
| Визуальный контроль. | Кольцо бракуют. |
| 1.6 Сепаратор | |
1.6.01 Излом полиамидного сепаратора - полное разрушение сепаратора от концентраторов напряжений в результате действия перегрузок при взаимодействии с роликами, а также механических повреждений. |
|
| Визуальный контроль. | Сепаратор бракуют. |
1.6.02 Трещина полиамидного сепаратора - нарушение целостности сепаратора, вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию; наличием концентраторов напряжений; несоблюдением технологии изготовления и монтажа и демонтажа подшипника. |
|
| Визуальный контроль. | Сепаратор бракуют. |
1.6.03 Сколы на полиамидном сепараторе - нарушение целостности сепаратора, вызванное: перегрузками, создающими высокие напряжения и приводящими к растрескиванию и раскалыванию; наличием концентраторов напряжений; несоблюдением технологии изготовления и монтажа и демонтажа подшипника, а также механическими повреждениями. |
|
| Визуальный контроль. | Сепаратор бракуют. |
1.6.04 Механические повреждения (забоины) на полиамидном сепараторе - результат воздействия на сепаратор твердым телом при хранении, транспортировке, монтаже и демонтаже буксового узла. |
|
| Визуальный контроль. | Сепаратор бракуют. |
| 2 Подшипник кассетного типа | |
| 2.1 Подшипник в сборе | |
2.1.01 Полное разрушение подшипника |
|
| Визуальный контроль, использование напольных средств автоматического контроля буксовых узлов в пути следования. При движении поезда искрение, выделение дыма, запах гари, движение колесной пары юзом. | Подшипник бракуют. |
| 2.2 Кольцо наружное | |
2.2.01 Откол - механическое повреждение наружного кольца, вызванное: перегрузками, создающими высокие напряжения, приводящими к растрескиванию и раскалыванию; дефектами металла; концентраторами напряжений; нарушением технологии монтажа и демонтажа, транспортировки и хранения, а также изготовления и несоответствия геометрии деталей и контактируемых поверхностей. |
|
| Визуальный контроль. | Подшипник бракуют. |
2.2.02 Фретинг-коррозия на наружной поверхности - естественный процесс, приводящий к окислению посадочной поверхности наружного кольца при его работе в условиях взаимного перемещения относительно корпуса буксы или адаптера как во влажной среде, так и при ее отсутствии. |
|
| Визуальный контроль. | Подшипник используют без зачистки коррозионных пятен. |
2.2.03 Следы проворота (под адаптером) - естественный износ внешней поверхности наружного кольца в результате его проворачивания под адаптером. |
|
| Визуальный контроль. | Подшипник используют без зачистки. |
| 2.3 Кожух уплотнения | |
2.3.01 Ослабление посадки - нарушение прессового соединения кожуха встроенного уплотнения в результате потери натяга посадки вследствие механического повреждения или нарушения сборки подшипника. |
|
| Визуальный контроль. | Подшипник бракуют. |
2.3.02 Механическое повреждение - нарушение целостности кожуха от воздействия твердыми телами, нарушение технологии монтажа и демонтажа подшипника, транспортировки и хранения. |
|
| Визуальный контроль. | Подшипник бракуют. |
| 2.4 Выброс смазки | |
2.4.01 Выделение смазки в зоне уплотнения - наличие валика смазки в зоне встроенного уплотнения в результате ее миграции из подшипника, как при нормальных условиях работы, так и при повышенном нагреве. |
|
| Визуальный контроль. | При выделении смазки в виде валика ее удаляют ветошью, подшипник используют. При наличии дефектов уплотнения подшипник бракуют. |
Примечание - Цвета побежалости - изменение окрашенности и структуры стали деталей подшипников в результате воздействия на них источников теплового излучения с различными повышенными температурами нагрева.
 |
Больше интересных статей
Комментариев нет:
Отправить комментарий